��ģ�粿������λ�Ѽy
�����mȻ��Û�γ��Σ�����������������r��rd���������ܵ�������׃ֱ���l���Ѻۡ�
������1����ģ�A�ǰ돽�^С��rd����Û�μӹ�����׃�β���������������r����rd̫С�����ڏ�����׃ֱ���l���ӹ�Ӳ�����rrd���ָ����������l�����ѡ�����Ҫ�J�挦rd���M����ĥ������l�����ѣ����m���Ӵ�rd��
������2����߅Ȧ�{�����á���rd�^С�����҉�߅���^С�r����������С���۰��������ڼӹ�����ʹrd���ְl�����ѡ�һ����f���Ӵ�߅�����ܽ�Q��
������3����ģ�A�ǰ돽��rd���ӹ�����������ģ�A�ǰ돽�ӹ���������Ʒ����r�͕�������ͬ�r���ӹ����ڣ��ڰ�ģ�A�ǰ돽̎�͕��l�����ѡ�������������ɰ݆�ز��ϵ��Ƅӷ����M����ĥ��
������4�������Ĺ��ܲ��á�����������Π�ö���߅���������ڹ������ֻҪ�������������ӣ����������l�����ѡ��������׃������Π����Ҫ�Ӵ�߅����
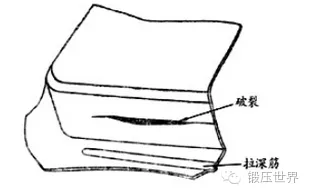
����ֱ߅������
�������Ͳ�r��ֱ߅�����븽�������a���������ѡ�Ҋ�D��
������1����Ʒ�Π�� ��������^������ý���������ȁ���ֹ���ѵ�Ԓ������Ҫ�z����������ԭ����������������������Բ�����ֹ���ѕr�������ý���������ȣ�����һ�����������ķ�����
������ ��ģ�A�ǰ돽��rd���^С����Ͳ����r����ֱֹ߅���ȱڰl���؏����ݵĴ�ʩ��һ�������������ķ�������ԓ�����аl���������۵�ȱ�ݡ���ˣ�����ʹ�����������r������������εĴ�ʩ���g϶�Ȱ����Сһ�c��ͬ�r����d�^С�Ġ�B���x���������������^����O�ްl���Ѽy���Ɍ�rd���Ӵ���M��ԇ���
������2���_���l������ ��߅���^������ȫ���l�����f����߅��̫�Ɍ���߅���p�ٵ������S����������ֲ��𰙵ij̶ȡ�
������ ��ģ�杙��������Ҫʹ�����������룬��Ҫ�z�静���͵ķN�������
������3��ģ�߆��}���� ��ģ��ӹ��c��ϲ��á�����Ʒ�a�����ѵ�ͬ�r�����������в�������Ҫ��ɰ݆�ܺõ�ĥ�⣬�_�������������ėl����
������ �g϶̫С����Ʒ�Ăȱڰl�������ѕr�������ڂȱڜp����̫��������{���g϶��
������ ������λ�ú��Π������������������^����a�����ѵ���r�ܶ࣬����Ҫ����������������
������ ģ�߾��Ȳ�����ģ�߾��Ȳ�������ģоƫ�ƣ�ģ�Ͱ�ģ��ƽ�жȡ���ֱ�Ȳ��õ�ԭ�������ģ�����șz�飬��ԇ����r�Ͳ����l�����}��
������ ��߅Ȧ���Բ��㡣��߅Ȧ���Բ���r����ֻ�ڎׂ����_�N��λ�ܵ�����������a�����ѡ�
������ �����C���Ȳ������������C�ľ��Ȳ��Õr���͕��a���cģ�߾��Ȳ���һ�ӵ�ȱ�ݣ���ԇ����ǰ��Ҫʹ�C�����ڸ߾��Ƞ�B�£����ұ���M��ԇ���
������4�����ϡ��� ��ȱ�������ڲ������쏊�Ȳ������^����a���r������Ҫ��׃���ϡ�
������ �����ڰ�ĺ�Ȳ�����a��ȱ�ݕr����Ҫ���Ӱ�ĺ�ȡ�

